We use cookies to ensure that we give you the best experience on our website.
Welcome to our website!
NDSpace 3D is a factory specializing in 3D printing, we provide one-stop service with a wide variety. We sell to over 80 countries and regions and supply resin to 1000+ companies.
It took 730 days and nights to develop the super cost-effective DLP Jewelry Oxygen Permeable Film Technology Printer and 100% smoke and residue free white wax casting resin.
Lost wax casting, or investment casting, has long been valued in jewelry making, dental laboratories, and industrial production for its ability to replicate intricate shapes and details. Now, with the rise of 3D printing technologies, this well-established process is made even more accessible, affordable, and streamlined.
Lost wax casting first creates a wax replica of the desired object, often formed with specialized tools and molds. This wax model serves as a disposable pattern around which the metal or alloy will be cast. The model is surrounded or invested into a refractory material, then heated to melt out and eliminate the wax, leaving behind a hollow chamber. Molten metal fills this chamber to form the casting. Jewelry artisans have used some form of this technique for thousands of years to produce detailed gold and silver pieces.
Advantages of 3D Printing Integration
Integrating 3D printing into the lost wax technique simplifies the modeling step and expands the designer’s capabilities. Digital files direct the 3D printer to lay down progressive layers of resin or thermoplastic in precisely the intended shape, without the need for extensive hands-on labor and custom tooling. The resulting prototype models have crisp features and flat surfaces superior to hand carved wax. 3D printing enables faster iteration and easy modification of the wax patterns.
3D Printing Casting Processes
Lost wax casting has long been the technique of choice for detailed and exquisite fine jewelry, favored for its ability to precisely reproduce micro features and textures. Now with 3D printing, jewelers gain even more control and design freedom in modeling inticate wax patterns, taking jewelry casting to new levels.
Printing
Before use: Please wear gloves to clean the resin tank and the molding platform and keep the bottom of resin tank in light transmission
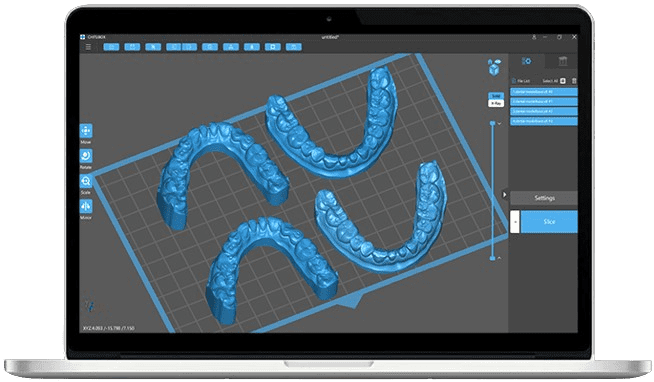
When using: Pour the casting resin into the resin tank of the 3D printer, and import the model into the printer for printing.
After use: After printing, please use the matching tools for post-processing, including blade, diagonal pliers, tweezers, containers, gloves; ethanol (≥95%).
Washing
Remove the custom tray from the build platform and soak in IPA(isopropanol) or ethanol(≥95%) to remove the extra resin. Use an ultrasonic cleaner if necessary.
Removing Supports
Manually snap off or use a flush cutter to snip away the support structure from the printed model. Using the flush cutter, cut the supports as close as possible to their attachment points on the model. Be careful not to nick the model itself, as this can cause pitting that may be difficult to remove during sanding.
Post-curing
For post-curing, the curing energy and curing time depends on the post-curing unit.For example, a good surface hardness can be achieved by 10 minutes of post-curing using a 36W (12WCCFL + 24W LED) UV curing box at 405nm or using Formlabs FormCure curing box at 405nm at 60°C for 15 minutes.
Polishing
Polish the surface using polishing paper or a rotary tool with a buffing attachment. Do not finish the print with mineral oil after sanding.(3D printing on our upcoming DLP Oxygen Permeable Jewelry Printer will result in a silky smooth surface. Save on sanding efficiency)
NDSpace3D DLP White High wax casting Resin-NDS804 Smooth surface for reduced sanding efficiency!
Envision 4K printer accuracy test model!
Casting
01 Try to make the wall thickness of the model thinner, and not too thick.
02 Using the three-dimensional casting gypsum powder of the American SRS and Hunter brands.
03 The printed model must be cleaned and the model must be cured twice. The surface of the model and the mold on the inner wall of the non-stick,plaster powder must be dry.
04 After wrapping the model in plaster, leave it for 24 hours. After the gypsum has dried to be free of moisture, it is then calcined. Direct sintering without drying will cause the gypsum to crack.
05 Heat the muffle furnace to 500-600°C, then put it in the plaster mold, heat it to 780-850°C and keep it for 4 hours (it is recommended to keep the heat preservation for 2 hours after turning the plaster mold for 2 hours, the wax mold will be sintered more evenly and cleanly).
06 After sintering, take out the plaster mold from the high temperature furnace and pour the metal.
Casting process (from the Internet)
In addition,Key Applications in the Lost Wax Process
3D printing assists lost wax casting across many crucial stages:
Design and Modeling:Complex models are designed in CAD software then directly printed in wax-like resins, skipping the tooling step. Desktop SLA machines offer jewelers affordable in-house wax 3D printing with resins like Accura CastPro Free.
Assembly:Connecting elements like sprues, gates, and risers can be modeled and printed together with the main pattern instead of manually attached afterward. This saves time and ensures uniform connection points.
Casting and Finishing:The fast 3D printing of smooth, detailed wax models minimizes work of finishing and polishing casting outputs. Prints with isotropic properties and proper resin drainage produce high-quality metal recreations. Minimal finishing means less impact on dimensions and surface details. Often, different uses, different model sizes for casting, and different machines affect the casting results. And we specialize in giving the corresponding casting resin for different casting models:
Lost Wax Casting 3D Printing – Recommendations
Usually,different uses, different model sizes for casting, and different machines affect the casting results. And we specialize in giving the corresponding casting resin for different casting models:
Casting small to medium sized
Click on the picture to learn more
Casting medium to large size
Click on the picture to learn more
Casting high precision
Click on the picture to learn more
Combustion contrast
Far from replacing lost wax casting itself, 3D printing improves pattern making efficiency to empower jewelry artists and expand industrial applications. By lowering the barriers of skill, labor, and costs in producing intricate wax models, 3D printing makes this versatile casting technique more accessible and effective across many fields. Integrating additive manufacturing unlocks new possibilities in jewelry design, dental restorations, aerospace components, and beyond.
Share your favorites
3 Comments
I am extremely inspired together with your writing
talents and also with the format in your weblog. Is this a
paid subject matter or did you customize it yourself? Anyway stay up the
excellent quality writing, it is uncommon to look a nice weblog like this one these days..
Thank you for the compliment. We will keep creating quality Blog content!
Its such as you read my thoughts! You appear to grasp
so much about this, such as you wrote the e book in it or something.
I think that you could do with some % to power the message house a little bit, but other
than that, this is wonderful blog. A great read. I will certainly be back.
















I am extremely inspired together with your writing
talents and also with the format in your weblog. Is this a
paid subject matter or did you customize it yourself? Anyway stay up the
excellent quality writing, it is uncommon to look a nice weblog like this one these days..
Thank you for the compliment. We will keep creating quality Blog content!
Its such as you read my thoughts! You appear to grasp
so much about this, such as you wrote the e book in it or something.
I think that you could do with some % to power the message house a little bit, but other
than that, this is wonderful blog. A great read. I will certainly be back.